




| ЭСЙЄФЄКИНгЪЉЙЄММЪѕЗНАИ |
| ЕуЛїДЮЪ§ЃК21869ДЮ ЗЂВМЪБМфЃК2016/6/23 |
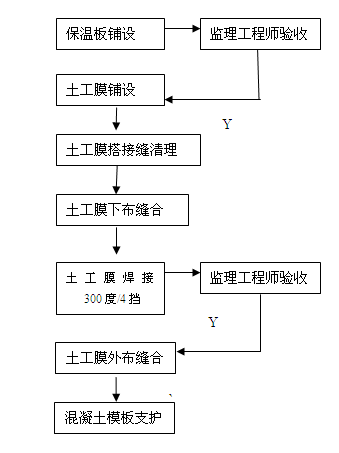
БОЙЄГЬЧўЕРЛьФ§ЭСЛЄЦіЯТЩшЗРЩјВФСЯЮЊСНВМвЛФЄЃЌЭСЙЄФЄЦДНгЗНЗЈВЩгУШШШлКИЗЈЃЌЮвВПгк2007Фъ3дТ12ШедкМрРэЙЄГЬЪІЕФЖНЕМЯТЃЌдкЧўЕРзЎКХЪЉЙЄЯжГЁНјааСЫЪдбщЃЌЯжНЋЭСЙЄФЄШШШлКИЕФЪЉЙЄВЮЪ§ЩЯБЈЁЃ 1ЁЂЩшМЦжИБъ ЭСЙЄФЄбЁгУЖўВМвЛФЄ576g/ЉOЃЌКёЖШВЛаЁгк2.7mmЃЌФЄКё3mmЃЌДюНгГЄЖШ10cmЃЌКИЗьДІШмЮЊвЛЬхВЛЕУГіЯжащКИЁЂТЉКИКЭГЌСПКИЃЌКИНгНгЭЗПЙРЧПЖШДѓгкФИВФЁЃЭСЙЄФЄНгЗьГЄЖШЃЌКИНгЮТЖШЗћКЯЙњМвЙцЗЖЁЃ 2ЁЂдВФСЯЩњВњГЇМв еуНЬьХєаТЗФВФСЯгаЯоЙЋЫО 3ЁЂКИНгЩшБИ TH-501аЭздЖЏХРааКИНгЛњ 4ЁЂЪдбщМЦЛЎ TH-501аЭздЖЏХРааКИНгЛњЮТЖШЕїНкЗЖЮЇЮЊ0Ѓ400ЖШЃЌЫйЖШЕїНкЗЖЮЇЮЊ0Ѓ5ЕЕЁЃБОДЮЪдбщЃЈЦјЮТ25ЖШЃЉзМБИЗжБ№НјааЃКЮТЖШ250ЖШ/3ЕЕЁЂ250ЖШ/4ЕЕЁЂ250ЖШ/5ЕЕЁЂ300ЖШ/4ЕЕ 300ЖШ/5ЕЕЁЂ350ЖШ/5ЕЕМИжжЮТЖШгыЫйЖШЕФДюХфЗНЪНЕФКИНгЁЃ 5ЁЂЪдбщЙ§ГЬ КИНгУцЪзЯШЧхРэИЩОЛЁЂЮоЮлЮяЛ§ЫЎдгЭСЕШдгжЪЃЌДюНгвЊЦНЛКЁЂЪцеЙЁЃКИНгПэЖШЁн10cmЁЃИљОнЪЉЙЄОбщНјааЯжГЁВйзїЃЌНгЭЈЕчдДЃЌНЋКИЛњдЄШШЃЌДЫЪБжИЪОЕЦЮЊТЬЕЦЃЌШЛКѓИљОнЪдбщМЦЛЎНЋЕїЮТТнЫЈЖдзМ250ЖШЕФПЬЖШЃЌЕБЮТЖШДяЕНКѓжИЪОЕЦгЩТЬЩЋБфЮЊКьЩЋЃЌМгШШЭЃжЙЃЌБЃГжКуЮТЁЃШЛКѓЕїећЕїЫйАДХЅЃЌЕїЫйЗжБ№ЕН3ЁЂ4ЁЂ5ЕЕЃЌШЛКѓНЋдЄКИНгЕФбљЦЗЗХгкМгШШТжЯТЃЌШЗБЃДюНгПэЖШ10cmЃЌШЛКѓгУЪжНЋЪжБњЬсЦ№ЕФЭЌЪБКИЛњздЖЏЧАааЃЌЭъГЩКИНгЁЃЕкЖўДЮНЋЕїЮТТнЫЈЖдзМ300ЖШЕФПЬЖШЃЌЕїЫйЗжБ№ЕН4ЁЂ5ЕЕЃЌШЛКѓНЋдЄКИНгЕФбљЦЗЗХгкМгШШТжЯТЃЌШЗБЃДюНгПэЖШ10cmЃЌШЛКѓгУЪжНЋЪжБњЬсЦ№ЕФЭЌЪБКИЛњздЖЏЧАааЃЌЭъГЩКИНгЙ§ГЬЃЛЕкШ§ДЮНЋЕїЮТТнЫЈЖдзМ350ЖШЕФПЬЖШЃЌЕїЫйЕН5ЕЕЃЌШЛКѓНЋдЄКИНгЕФбљЦЗЗХгкМгШШТжЯТЃЌШЗБЃДюНгПэЖШ10cmЃЌШЛКѓгУЪжНЋЪжБњЬсЦ№ЕФЭЌЪБКИЛњздЖЏЧАааЃЌЭъГЩКИНгЃЛ 6ЁЂЪдбщНсТл ЖдвдЩЯМИИіКИНгЪдбщЕФКИЗьНјааШЫЙЄЪжЫКЪдбщЃЌЮТЖШ250ЖШ/3ЕЕЁЂ250ЖШ/4ЕЕЁЂ250ЖШ/5ЕЕЁЂ300ЖШ/5ЕЕЁЂ350ЖШ/5ЕФКИЗьЯрЖдгк300ЖШ/4ЕФКИЗьЖМВЛЙЛНсЪЕЃЌЫљвдЮвУЧОЭАДее300ЖШ/4ЕЕЕФДюХфЗНЪННјааСЫе§ЪНЕФНгЭЗКИНг6ИіЃЌВЂЫЭКгББЪЁЫЎРћЙЄГЬжЪСПМьВтжааФеОМьВтЁЃМьВтНсЙћЮЊЃКНгЭЗЭСЙЄФЄФИВФПЙРЧПЖШЦНОљжЕЮЊ3.69KN/mЃЌЭСЙЄФЄКИЗьПЙРЧПЖШЦНОљжЕЮЊ3.88 KN/mЃЌМДЭСЙЄФЄКИЗьПЙРЧПЖШЦНОљжЕДѓгкЭСЙЄФЄФИВФПЙРЧПЖШЦНОљжЕЃЌМьбщЪБЭСЙЄФЄКИЗьНгЭЗбљЦЗЖЯСбдвђОљЮЊЭСЙЄФЄЖЯСбЃЌКИЗьНгЭЗбљЦЗЗћКЯЩшМЦвЊЧѓЁЃБэУїЭСЙЄФЄКИНгНгЭЗЪдбщГЩЙІЁЃ ИНЃКИДКЯЭСЙЄФЄМьбщБЈИц 7ЁЂЭСЙЄФЄКИНгЪЉЙЄЙЄве ИљОнвдЩЯЪдбщНсЙћВЂНсКЯЮвУЧЕФЪЉЙЄЪЕМЪЧщПіЃЌЮвУЧжЦЖЈСЫШчЯТЕФЪЉЙЄЙЄвеЃК
ЫцзХЦјЮТЕФБфЛЏЃЌЪЪЕБНјааКИНгЮТЖШКЭЫйЖШЕФЕїећЃЌдкЪЕМЪЪЉЙЄЙ§ГЬжаЃЌвдВйзїЙЄШЫЕФЪЕМЪОбщЮЊзМЃЌЕЋЪЧБиаыБЃжЄКИНгжЪСПЃЌЯюФПВПжЪСПАВШЋВПМАЪБЖдКИЗьГщМьЁЃ
|
| ЁЄЩЯвЛЦЊЃКДѓаЭЧўЕРГФЦізЂвт50Еу ЁЄЯТвЛЦЊЃКЮМКггвАЖЛЊвѕТоЗђКгПкЕЬЗРНЛЭЈЧХЙЄГЬЯжННЯф |
| ДђгЁБОЦЊЮФеТ ЙиБеДАПк |
All right reseverd. Copyright 2011 АцШЈЫљга ЩТЮїЫЎРћЫЎЕчЙЄГЬМЏЭХгаЯоЙЋЫО
ЕижЗ:ЮїАВЪаОМУММЪѕПЊЗЂЧјЮФОАТЗжаЖЮ202КХ гЪБрЃК710018
ЕчЛАЃК029-89101580 ДЋецЃК029-89101580 ММЪѕжЇГжЃКМбКРЭјТч